全國免費咨詢熱線
178-7617-2725

全國免費咨詢熱線
178-7617-2725

手機:178-7617-2725
電話:0757-85578275
郵箱:1012074513@qq.com
網址:www.rummywr.com
地址:廣東省佛山市南海區大瀝鎮曹邊第二工業園區南一路四號之二
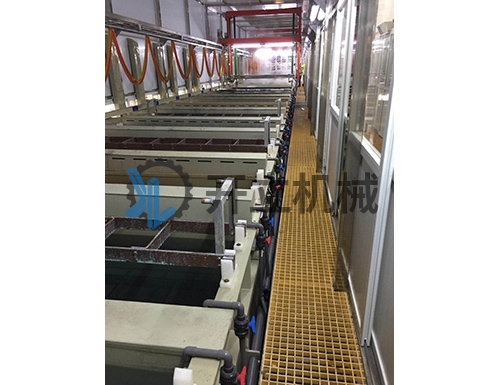
鋁氧化設備廠家分享鋁合金硬質氧化為什么電壓要高?硬質氧化膜隨著通電時間的增加,電流增大而促使氧化膜增厚。必定是鋁或是鋁的合金才能陽極。因硬質氧化膜的厚度較高,所以如需要進一步加工的鋁零件或以后需要裝配的零件,應事先留有一定的加工余量,及指定裝夾部位。 因硬質陽極氧化時,要改變零件尺寸,故在機械加工時,要事先預測,氧化膜的可能厚度和尺寸公差,而后在確定陽極氧化前的零件實際尺寸,以便處理后,符合規定的公差范圍。 一般來說,零件增加的尺寸大致為生成氧化膜厚度的一半左右。

1. 硬質氧化是一種電化學處理方式,在純鋁或鋁合金材料上面形成一極硬、耐高溫、耐磨、有高電阻性、耐腐蝕的硬氧化膜。此一極高之表面硬度,配合鋁合金本身輕、機械加工容易、低成本的特性,廣泛應用于各種工業及軍事用途上,此值我國工業升級之際,更是精密工業不可或缺的一環。
2. 氧化膜結構的多孔性:氧化膜具有多孔的蜂窩狀結構,可使膜層對各種有機物、樹脂、無機物、染料及油漆等表現出良好的吸附能力,可作為涂鍍層的底層,也可將氧化膜染成各種不同的顏色(硬質氧化膜,只可染黑色)提高金屬的裝飾效果。

3. 耐磨性:以Taber Abraser CS-17 1000g 負載,鋁合金硬化處理之耐磨性遠優于硬鉻氧化及其它之硬化鋼。
4. 硬度:指膜層之硬度,膜層厚度(Thickness)指Build up和Penetration兩部份。T=12Build up+12Penetration 。硬度之低標準為B.S.5599規定HRC36以上(約HV350)接近底材部份可超過HRC60(HV700)以上。
5. 合金材料適合性:6000鋁鎂矽系(6061、6063)7000鋁鋅系(7050)及鑄造鋁合金514.2、A514.2、 518.2、ADC.5 ADC.6 等。適用于所有鋁合金,包括1000純鋁系(1050、1100)、2000鋁銅系(2014)、3000鋁錳系、5000鋁鎂系。F. 耐電壓(Breakdown Voltage):達1500VDC以上。
6. 尺寸準確:元件單面尺寸約增加25μm,膜層厚度一般為50±5μm ,對于較精細公差及特殊厚度要求,需于圖面上特別注明。 H. 抗蝕性:經封孔,鹽霧試驗(ASTM117規格)超過5000小時無腐蝕現象發生。 硬質陽極氧化掛具和夾具應具有足夠的機械強度和剛度,以免制件在攪拌電解液時,被急流的溶液沖下來。平面磨耗、噴射磨耗、平板旋轉磨耗的相互關聯。各種材料和硬質皮膜耐磨性的比例關系。此外,掛具應有良好的接觸導電性能,重量要輕,堅固耐用,裝卸制件方便,裝載量和零件布局應有適當的要求。電解的方式為主,一般氧化的時候在金屬表面形成一層氧化膜,這層氧化膜對鋁以及其它金屬具有一定的保護作用,氧化膜本身有一定的裝飾效果、有些裝飾性比較強。
 在線咨詢
在線咨詢